Przędzenie jest to ogół operacji wykonywanych na włóknie prowadzących do wytworzenia przędzy. W systemie przędzalniczym lniarskim wyróżnia się proces włókien długich (trzepanych) oraz włókien krótkich (pakulanych).
Proces włókien długich
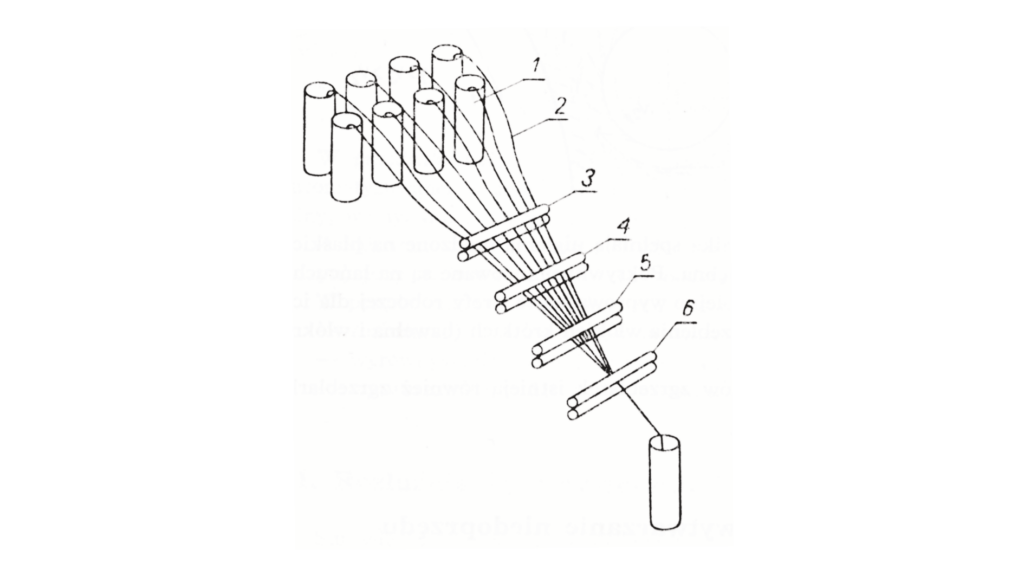
W procesie włókien długich nie stosuje się zgrzeblenia; włókno długie w postaci „garści” czesane jest na czesarce specjalnego typu, która najpierw przeczesuje część wierzchołkową a następnie korzeniową poszczególnych garści. Przeczesane garście włókien układa się dachówkowo jedna na drugiej i poddaje rozciąganiu na tzw. nakładarce. Otrzymane taśmy łączy się i rozciąga się na 4 do 5 rozciągarkach z pojedynczym polem iglastym. W pole iglaste wyposażony jest również aparat rozciągowy niedoprzędzarki.
Proces włókien krótkich
W procesie włókien krótkich taśmę tworzy się na zgrzeblarce, następnie poddaje się operacjom łączenia i rozciągania na trzech kolejnych rozciągarkach z polami uiglonymi. Przędzenie właściwe może odbywać się zarówno na przędzarkach mokroprzędnych jak i suchoprzędnych w zależności od zastosowania przędzy. Dla uzyskania wyższych numerów przędzy w tej samej klasie surowca stosowane są dodatkowo czesarki.
Zgrzeblarka jest to urządzenie do mechanicznego rozdzielania kępek lnu na pojedyncze włókna. W trakcie rozdzielania włókna są rozplątywane, rozluźniane oraz rozprostowywane i układane w określonym kierunku. Wyróżnia się dwa podstawowe typy zgrzeblarek: walcowe i pokrywkowe. Zgrzeblarki walcowe wyposażone są w zespoły uiglonych obrotowych walców i bębnów (tzw. zgrzebników i zwrotników) pomiędzy, które wprowadzane są włókna. Różne prędkości obrotowe zgrzebinków i zwrotników oraz bębna umożliwiają oddzielanie włókien. W zgrzeblarkach pokrywkowych rolę zgrzebnika spełniają uiglenia osadzone na płaskich listwach ułożonych wzdłuż walca. Pokrywki mocowane są na łańcuchu bez końca, który przesuwa je bardzo wolno i kolejno wprowadza do strefy roboczej. Zgrzeblarki pokrywkowe stosowane są do zgrzeblenia włókien krótkich – bawełny i włókien sztucznych typu bawełnianego.

Wytwarzanie taśmy z niedoprzędu
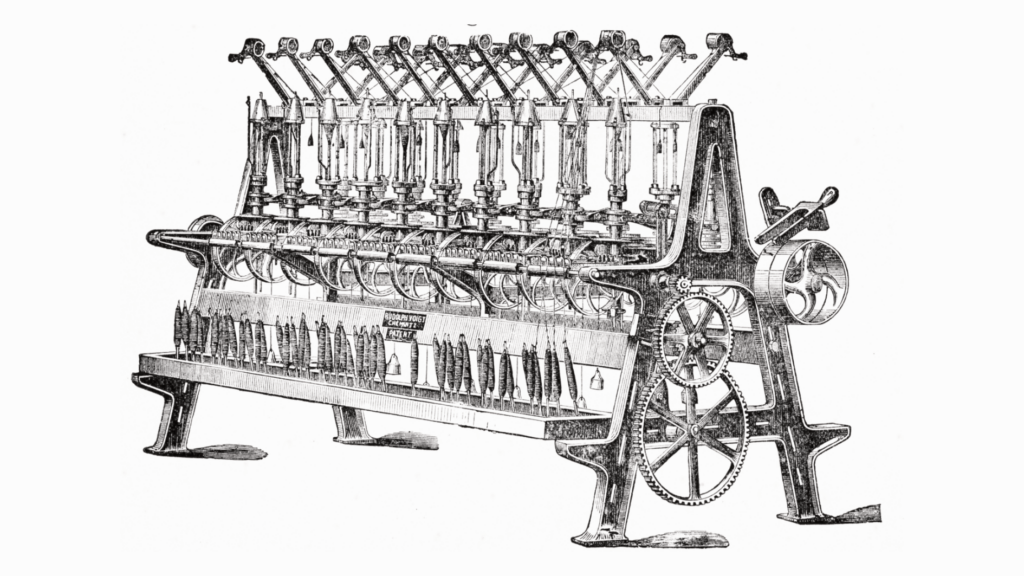
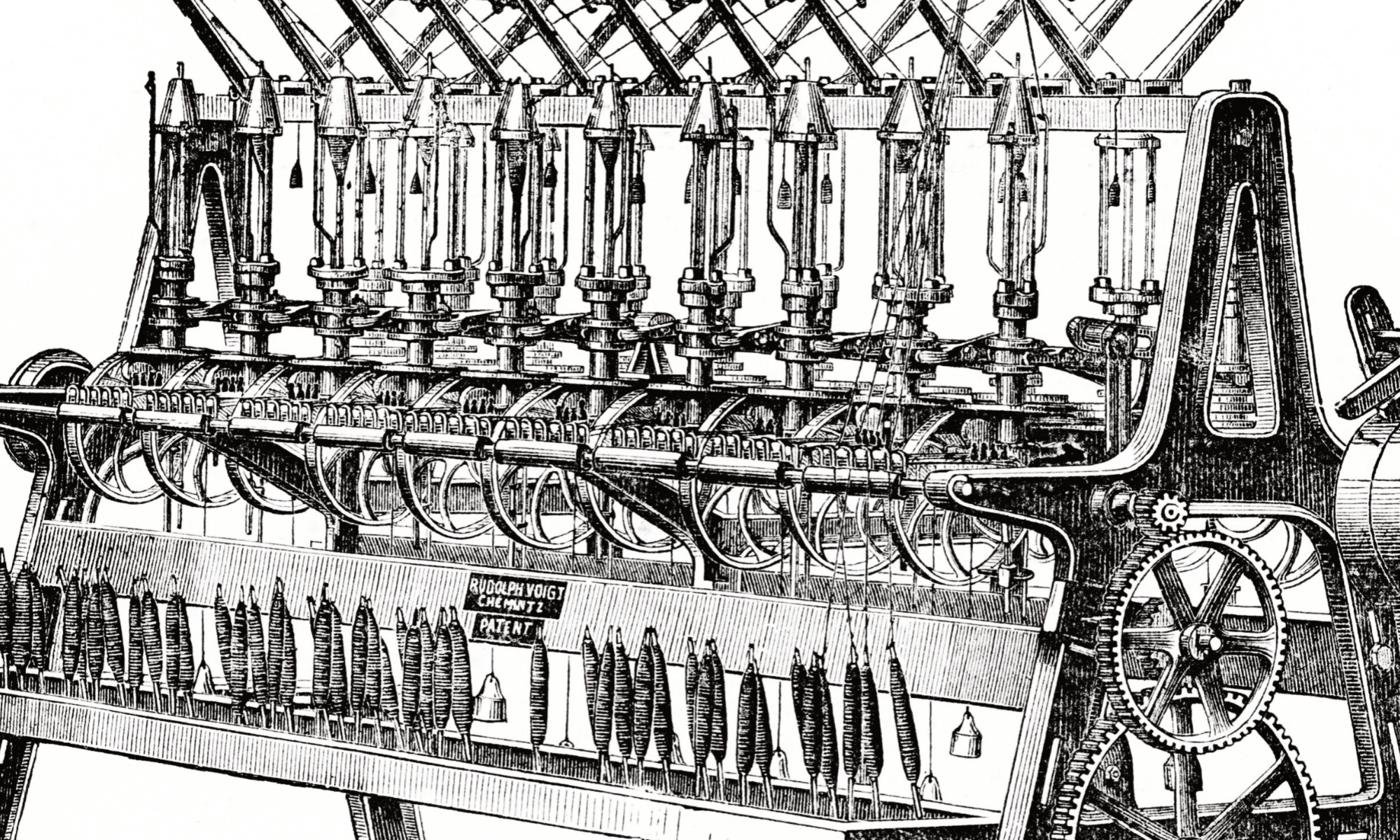
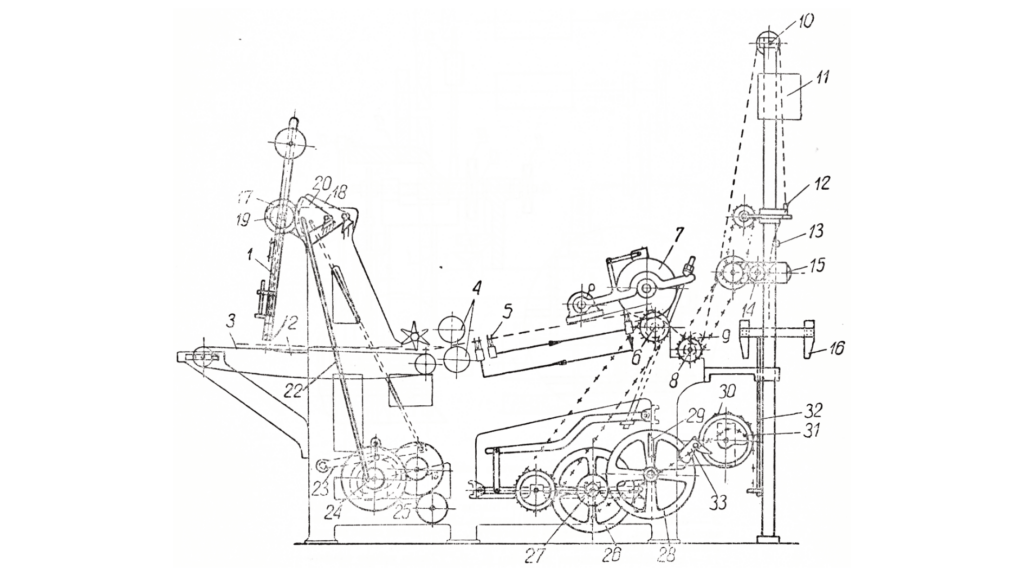
Taśmy z końcowych rozciągarek rozciąga się (pocienia i nadaje im skręt)w maszynach nazywanych niedoprzędzarkami. Otrzymany produkt, niedoprzęd, nawijany jest na cewki. Taśma z ostatniej rozciągarki pocieniona w aparacie rozciągowym niedoprzędzarki wprowadzana jest do zespołu skręcająco-nawijającego (wrzeciono ze skrzydełkiem i cewka). Cewka i wrzeciono wykonują dwa ruchy względne: ruch względny obrotowy (dzięki czemu następuje owijanie niedoprzędu na cewce) oraz ruch względny postępowo-zwrotny wzdłuż wspólnej osi obrotu, dzięki czemu poszczególne zwoje na cewce układają się obok siebie tworząc prawidłową linię śrubową warstwy nawoju. Nawinięcie każdej następnej warstwy nawoju na cewkę zwiększa średnicę nawijania.

Wytwarzanie przędzy z niedoprzędu
Proces przędzenia polega na rozciąganiu niedoprzędu na aparacie rozciągowym przędzarki do wymaganej grubości (numeru przędzy). Rozciągnięty niedoprzęd (tzw. tasiemka) jest po wyjściu z aparatu rozciągowego skręcany dla nadania mu odpowiedniej wytrzymałości. Przędza po skręceniu zostaje nawinięta na cewkę i w tej postaci gotowa jest do dalszych operacji np. dwojenia, tkania czy dziania.
Stosowane w przędzalnictwie maszyny dzielą się na przędzarki o pracy okresowej (tzw. selfaktory lub przędzarki wózkowe) oraz przędzarki i pracy ciągłej (obrączkowe).
Selfaktory
Przędzarki wózkowe składają się z 2 mechanizmów: zespołu nieruchomego, w którym znajduje się aparat rozciągowy i urządzenie zasilające w niedoprzęd oraz zespołu ruchomego, wózka, wykonującego ruchy postępowo-zwrotne. Na wózku tym znajdują się urządzenia skręcające i nawijające przędzę (wrzeciona).
Praca selfaktora przebiega w II fazach. Pierwsza faza rozpoczyna się w czasie oddalania wózka od aparatu rozciągowego (wyjazd wózka), w tym momencie następuje skręcanie rozciągniętego w tasiemkę niedoprzędu. Faza druga rozpoczyna się w momencie powracania wózka, w tym czasie następuje nawinięcie na cewki skręconego odcinka przędzy. Aparat rozciągowy wtedy nie pracuje.
Przędzarki obrączkowe
W przędzarkach obrączkowych łożyska wrzecion umieszczone są poniżej aparatu rozciągowego w nieruchomej ławie wrzecionowej. Nad ławą znajduje wrzecionową się ława obrączkowa z obrączkami otaczającymi współśrodkowo poszczególne wrzeciona. Ława obrączkowa wykonuje złożone ruchy postępowo-zwrotne w płaszczyźnie pionowej. Ruchy te mają na celu równomierne nawinięcie systemem stożkowym skręconej przędzy na całej długości roboczej cewki. Rozciągnięty w aparacie rozciągowym niedoprzęd po przejściu przez prowadnik przędzy i biegacz osadzony luźno na bieżni obrączki nawija się na cewkę nałożoną na wrzeciono. Pod wpływem szybko obracających się wrzecion tasiemka pociąga biegacz zmuszając go do przesuwania się po bieżni obrączki. Wskutek tego biegacz powoduje skręcanie tasiemki nadając jej skręt przy jednym okrążeniu obrączki. Biegacz przesuwa się ruchem opóźnionym w stosunku do cewki obracającej się wraz z wrzecionem. Różnica prędkości kątowych powoduje nawijanie się przędzy na cewkę.